Electronic Equipment Suppliers Guide
Introduction
1. Definition & Applications of Electronic Equipment
2. Global Market Overview: Scale & Diversity
3. Essential Equipment for B2B Buyers
4. Competitive Advantages of Chinese Suppliers
5. Core Components and Manufacturing Technologies
6. Precision Testing and Measurement Tools
7. Security and Military Equipment Innovations
8. Advanced Manufacturing Techniques
9. Global Sales Channels and Compliance
10. Future Trends: AI and Green Manufacturing
Conclusion
Introduction
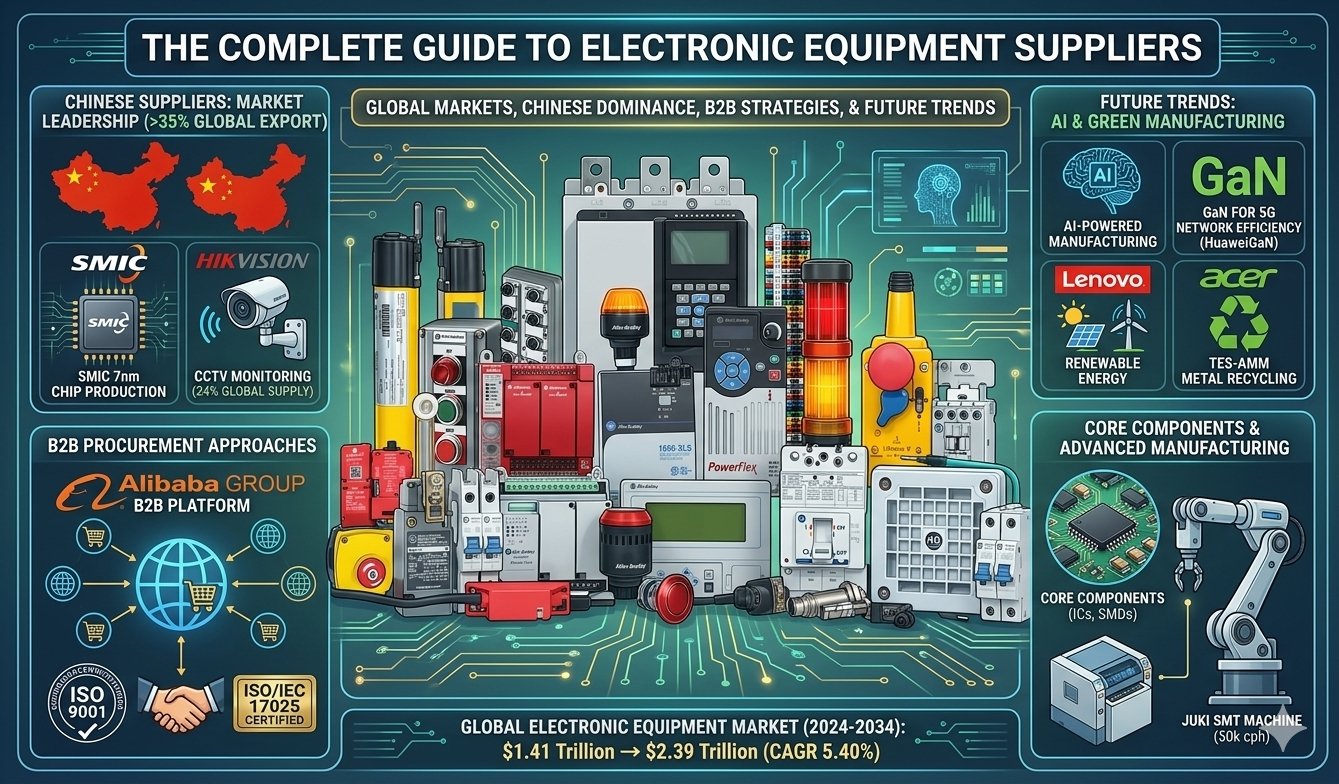
The global electronic equipment market is developing at a very fast rate. Between 2024 & 2025, the market value was about $1.41 trillion. In 2034, industry experts expect the value to reach $2.39 trillion, at a CAGR of 5.40% from 2025. The market’s continuous growth comes as a result of the advancement in different technologies such as:
● 5G network connectivity
● IoT
● AI
The introduction of these technologies has completely transformed the way a lot of businesses operate in different industries today. With businesses now shifting focus to these technologies, you’ll never go wrong collaborating with equipment suppliers as a B2B buyer.
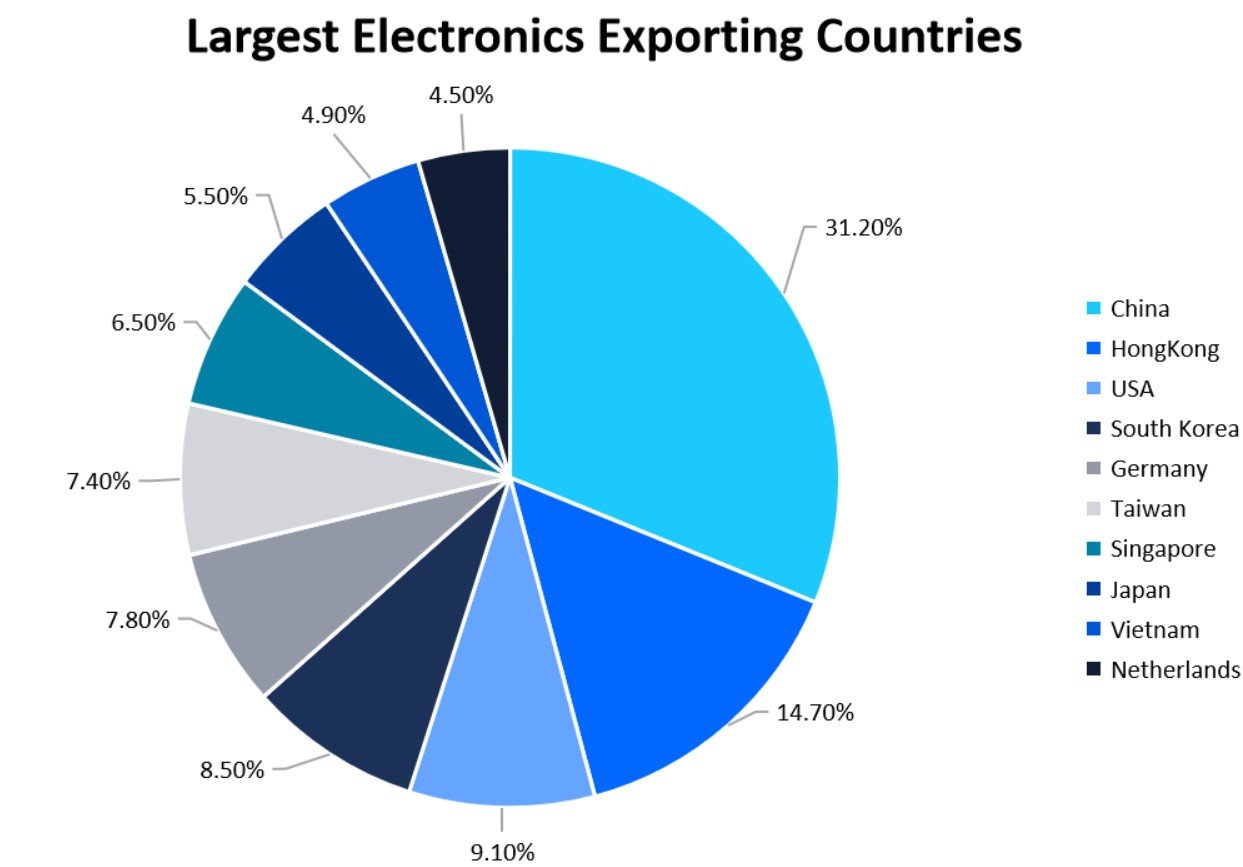
When we say “trusted” electronic equipment suppliers, a good location we recommend focusing on is China. Today, China contributes to more than 35% of global electronics exports. This is possible because the country has top leading suppliers in different electronics segments, especially:
● Semiconductors
● Security systems
● Telecommunication equipment
● Power supply equipment
As a B2B buyer, you can never go wrong partnering with these Chinese suppliers. That’s so because China has a vast manufacturing ecosystem. Besides, the country is also popular for its technological capabilities & cost efficiencies.
Read on to understand why collaborating with Chinese electronic equipment suppliers is good for your business. In this guide, you’ll explore how to choose the right distributors. Also, you’ll find out how to discover digital trends & use the right procurement approaches
1. Definition & Applications of Electronic Equipment

Electronic equipment is any type of device that controls the flow of electricity to perform specific tasks. These tasks could be processing signals or powering systems. In everyday terms, the devices are the components that make modern technology function.
Some popular examples include:
● Amplifiers
● IC chips
● Oscillators
● Power supplies
● Simple circuits
● Microcontrollers
The application of these components cuts across different industries. They make it possible to build tools humans depend on every day.
For example, smartphones rely heavily on integrated circuits (ICs). Without ICs, phones would never function. These circuits handle everything, from making apps run smoothly to processing data.
Because of how important they are, ICs are in high demand. Matter of fact, they account for a large percentage of the global semiconductor market.
2. Global Market Overview: Scale & Diversity
The electronic equipment market is vast. It cuts across many different industries, meaning it’s never limited to just one product type.
Yearly, manufacturers make billions of electronic devices globally. A large percentage goes into consumer products like smartphones. Industrial systems account for a significant portion—examples include automation equipment. This shows that demand for electronic equipment comes from both everyday users & businesses.
Also, the healthcare industry is a big driver. Both hospitals & medical centers depend on electronic equipment for proper care. Some popular devices include:
● MRI machines
● Patient monitoring systems
● Ventilators
● Defibrillators
● Dialysis machines
These machines make it easier to save lives & improve patient care. This explains why their demand keeps increasing.
3. Essential Equipment for B2B Buyers

As a B2B buyer, your priority is to focus on equipment that businesses rely on. These products get high demand. As such, they’ll help you generate consistent sales. Two key categories stand out:
Semiconductors
Semiconductors are the foundation for most electronic devices. Without them, most modern technologies you see today would never exist.
Again, let’s take smartphones as an example. These devices rely heavily on integrated circuits for proper functioning. Without these ICs, you’ll struggle to make calls & use apps on your smartphone.
Companies like ASML are the big players in the industry today. They produce the machines necessary to create advanced chips.
Bottom line: the demand for semiconductors is massive. Globally, businesses & countries import them in large quantities to support their tech industries. A good example is China—which imported roughly USD420 billion worth of semiconductors. This alone shows how important semiconductors are in today’s market.
Test Instruments
People hardly talk about test instruments but do you know that they’re as important as other electronic equipment? These components make it easy to confirm whether products are perfectly working before they get to the market.
Bottom line: Test instruments ensure product quality and safety. They also ensure the products meet compliance standards. So, without them, faulty products can quickly get into the market, which is highly risky.
Keysight Technologies and Rohde & Schwarz are the top suppliers of test instruments today. These manufacturers control roughly three-quarters of the global high-end test equipment market of $12 billion, according to Fortune Business Insights.
Bottom line: As a B2B buyer, investing in both semiconductors and test instruments will certainly give you overall product success.
4. Competitive Advantages of Chinese Suppliers

As mentioned earlier, Chinese suppliers account for roughly 35% of global electronics. These makers have built strong competitive advantages over many years. This competitiveness is basically driven by factors like:
● Government backing
● Favourable policies
● Quick technological progress
This explains why you’ll always benefit from your partnership with a Chinese electronic equipment supplier. Below are some other competitive advantages of Chinese suppliers:
Market leadership
Today, Chinese suppliers are leaders in key electronic market segments. A good example is SMIC, which produces 7nm chips. This level of production reduces reliance on foreign semiconductor technology. It also shows China’s effort to push towards self-sufficiency in high-end chip production.
Furthermore, Hikvision leads globally when it comes to the surveillance space. Today, this company accounts for roughly 24% of the global market supply. According to IHS Markit, this trend makes Hikvision a top player globally.
As a B2B buyer, Chinese suppliers’ market leadership is a strong reason for partnership. This competitive advantage means you’ll get access to advanced, cost-effective systems from top-rated makers. This not only lowers risk but also improves the overall supply reliability.
Policy support
Chinese suppliers stand out because of the favorable policy they enjoy from the Chinese government. The policy, tagged “Made in China 2025”, has contributed roughly $300 billion to the equipment sector, especially semiconductors and robotics. This level of funding allows Chinese suppliers to access infrastructure and capital, which other competitors lack.
With favourable government policies, suppliers will keep rolling out electronic devices to you at reduced costs. They’ll also provide you with improved production efficiency. Besides, favorable policies bring about more competitive pricing and stability in the supply chain.
Overall, the competitive advantages most Chinese suppliers carry come with many benefits for global B2B buyers. It allows you to enjoy a better cost per unit. Besides, it gives you the opportunity to make high-volume procurement.
5. Core Components and Manufacturing Technologies
Today, efficient components and top-notch manufacturing approaches are crucial for modern electronic equipment production. A good example of core components is Surface-Mount Devices (SMDs). Although tiny, these components are installed on printed circuit boards. This makes it easier to create smaller, quicker, and more reliable systems.
According to IPC standards, surface-mounted devices make up 90% of smartphone PCBs. This contribution improves the efficiency of production by up to 40%. The logic is simple—higher output, reduced costs, and greater performance.
In terms of innovation, chip production continues to advance even though there are global restrictions. For instance, Huawei’s HiSilicon Kirin 9000S chip was created with the help of SMIC’s 7nm process. This is a big deal because the production was achieved despite U.S. sanctions that limit access to chip-making components.
As a B2B buyer, the aforementioned developments reveal two things:
● Manufacturing efficiency is improving at a higher rate.
● Manufacturers no longer have to rely heavily on traditional Western supply chains.
6. Precision Testing and Measurement Tools

One key priority of every electronic manufacturer is accuracy. Here’s where the need to prioritize precision testing and measurement tools.
Today, precision testing and measurement tools are designed to ensure the systems perform exactly as expected. These devices have to deliver the expected performance before getting deployed. This is crucial because the smallest of errors can cause different issues, including safety risks and costly recalls.
A good precision testing and measurement tool is the Fluke multimeter. This device is popular for its extremely low error rates (about 0.05%). Because of its reliability, it’s highly certified for use in high-stakes environments like NASA projects.
Case Study: For large-scale infrastructure, precision tools like Leica Geosystems EDM (Electronic Distance Measurement) devices are also essential. They come with accuracy levels of up to ±0.5mm, which aid the successful construction of the Hong Kong–Zhuhai–Macao Bridge. The level of accuracy allows engineers to achieve structural integrity across complex bridge systems.
As a B2B buyer, you’ll never go wrong investing in top-rated measuring tools. These tools have direct impacts on long-term reliability, product quality and safety.
7. Security and Military Equipment Innovations

Thanks to the advancement in technology, security and military electronics are getting better. The introduction of artificial intelligence (AI) contributes to this shift. The same thing goes for advanced defense systems.
Unlike before, the focus is no longer just detection or surveillance for government and businesses. Instead, it’s about achieving accuracy and real-time decision-making with the equipment.
Today, most security sectors prioritize AI-powered systems. A good example is Dahua Technology, which features smart cameras that eliminate environmental noise & irrelevant movements. This level of accuracy helps to eliminate false alarms by up to 90%. For sectors like retail and public safety, the reduction of false alerts prevents operational disruptions and waste of resources.
In the military sector, electronic warfare is getting more highly advanced. China Electronics Technology Group Corporation (CETC) developed radar jamming systems, which account for about 15% of the Middle East market. This trend shows a strong focus on cost-effective yet reliable defense systems.
Bottom line: As a B2B buyer, these innovations show a clear trend—security and defense equipment is becoming smarter, more automated.
8. Advanced Manufacturing Techniques
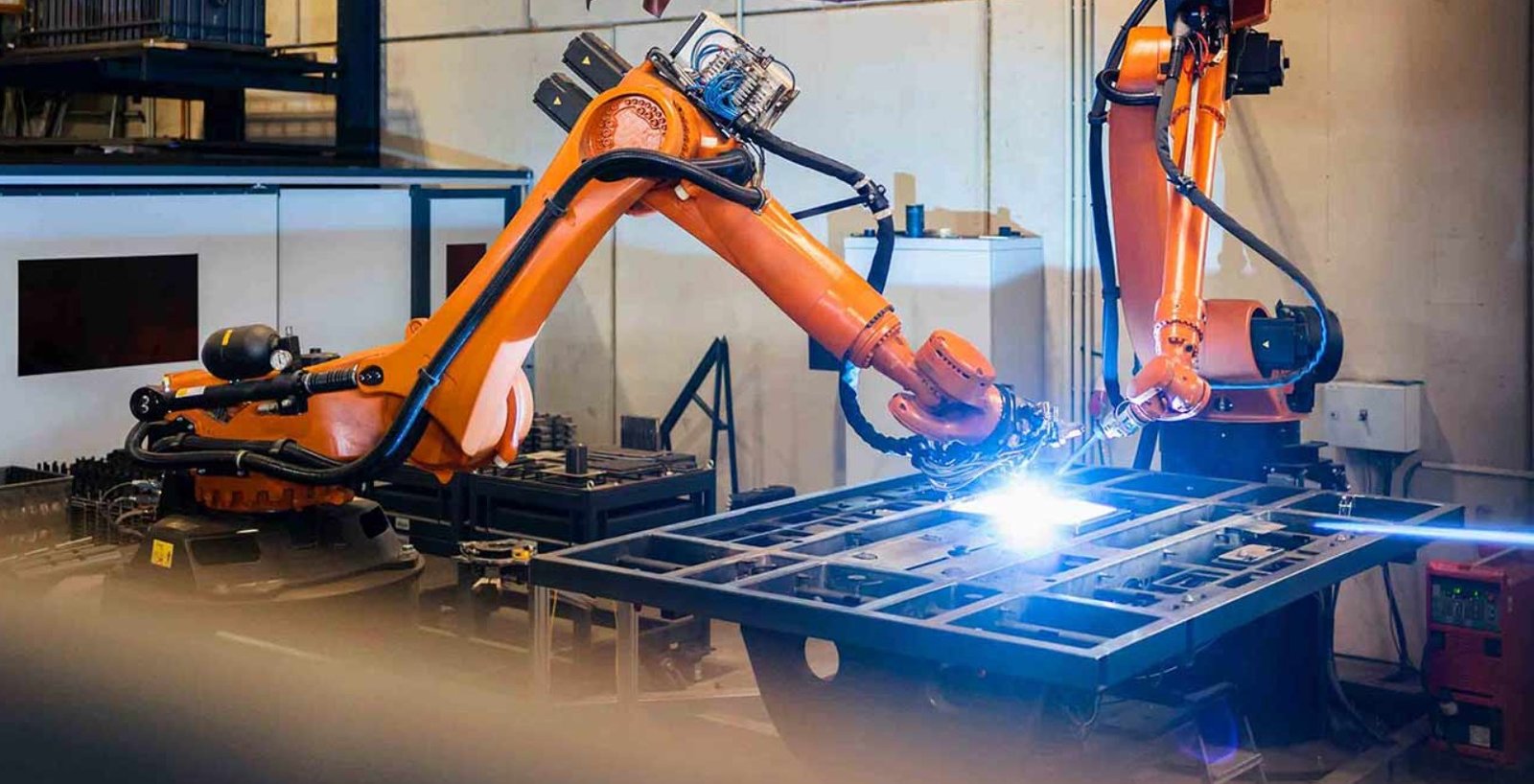
Before, manufacturing in the electronics industry majorly focused on labor-intensive processes. Today, however, the production techniques have shifted to efficiency-driven & highly automated systems. The key benchmarks are now:
● Speed
● Consistency
● Sustainability
Overall, automation sits at the center of everything. This approach is helping a lot of Chinese suppliers today, including JUKI Corporation. This company makes advanced Surface-Mount Technology (SMT) machines that can install roughly 50,000 components per hour.
This level of speed and precision by JUKI Corporation’s automation approach allows manufacturers to scale production while maintaining consistent quality. Xiaomi also adopts the same automation systems to meet its growing global demands without increasing its production costs.
Sustainability is another key benchmark used by many suppliers today. Lenovo, for instance, prioritizes renewable energy in its manufacturing operations. This approach cuts emissions by up to 40%.
Bottom line: As a B2B buyer, these advanced manufacturing approaches matter. Automated production not only improves turnaround time but also ensures consistency. Sustainable practices, on the other hand, ensure compliance. They’re also tied to brand reputation and long-term cost savings.
9. Global Sales Channels and Compliance

Today, the global sourcing of electronic equipment is a lot easier than before. This is possible because of the rise of digital B2B platforms. Stricter compliance standards also contribute to this ease of sourcing.
Speaking of sales channels, e-commerce plays a big role. A good example is Alibaba Group, which gives buyers access to hundreds of thousands of suppliers. Furthermore, this platform facilitates over $40 billion annually in B2B transactions. For buyers, the benefits of these platforms include:
● Faster sourcing
● Quick price comparison
● Direct communication with vendors
Compliance is no doubt a key decision factor when buying electronic equipment. Today, over 90% of Chinese suppliers now align with ISO/IEC 17025—this standard sets strict requirements for testing and calibration labs. It gives peace of mind that products meet global quality & safety standards before entering the market.
10. Future Trends: AI and Green Manufacturing
Two major forces are shaping the future of electronic equipment. They include:
● Artificial intelligence (AI)
● Sustainable manufacturing
These trends are improving the design, production, and deployment of products.
In terms of technology, suppliers now take advantage of AI-driven innovations to enhance efficiency and performance. A good example is Huawei, which developed gallium nitride (GaN). This development is key to improving 5G network efficiency by roughly 60%. This level of advancement ensures:
● Faster data processing
● Lower energy consumption
● Reliable connectivity
Speaking of green technology, sustainability is fast becoming essential for equipment manufacturing. Companies now take precautions to create top-notch products while also reducing environmental impact.
For instance, Acer partners with TES-AMM to recycle almost 90% of rare metals. This doesn’t only reduce waste, it also lowers the need for virgin materials. Also, it makes it easier to practice.
Conclusion
Nothing beats choosing reliable electronic equipment suppliers today. To do this, B2B buyers need to prioritize factors like:
● Certifications (ISO 9001)
● R&D capabilities
● ESG compliance
With China dominating in cost-efficiency and innovation, such as SMIC’s 7nm chips, partnering with a Chinese supplier is certainly worth it. The country also dominated in agile manufacturing, making its suppliers the go-to distributors for global electronic equipment procurement.
For future-proof approaches, the integration of green practices and diversified supply chains makes it easier to navigate geopolitical and technology shifts.
Related Post

Furniture is a must for an office or a home. It is available at varying price points as Read more

Wood is extensively used in making furniture around the world. Wood can be molded in any shape or Read more
In the current market condition, a major portion of the world's consumption depends on China. The product range Read more
Get Free Quote

Contact Us Get Free Quote!
* Please kindly fill out the form for inquiry
* we will reply to your inquiry within 24hours